categorieën: Aanbevolen artikelen » Elektriciengeheimen
Aantal keer bekeken: 238296
Reacties op het artikel: 19
Lasdraadaansluiting
 In aanvulling op die beschreven vroeger draad verbindingsmethoden (zie artikel Bedradingsmethoden: van draaiing tot solderen), lassen is onlangs op grote schaal gebruikt.
In aanvulling op die beschreven vroeger draad verbindingsmethoden (zie artikel Bedradingsmethoden: van draaiing tot solderen), lassen is onlangs op grote schaal gebruikt.
Lassen heeft de voorkeur boven alle anderen: het is het gemakkelijkst om er een betrouwbaar en kwalitatief contact mee te krijgen. Daarom is de uptime van de bedrading erg lang.
Nu wordt de bedrading meestal uitgevoerd door een koperdraad, ze proberen geen aluminiumdraad te gebruiken. Daarom zullen we ons verder vooral richten op het lassen van koperdraden.
Lassen van koperdraden kan worden gedaan door wisselstroom of gelijkstroom bij een spanning van 12 - 36V, terwijl het mogelijk moet zijn om de lasstroom te regelen. De meest geschikte voor lasdraden moet worden beschouwd als een lasapparaat van het invertertype.
Omvormertype Lasmachines
De voordelen van omvormers zijn algemeen bekend. Allereerst is het klein van formaat en gewicht, en sommige modellen hebben een riem om over de schouder te dragen. Hiermee kunt u het apparaat aan een riem over uw schouder hangen en de trap op klimmen om wendingen in een soldeerkast te lassen.
Lassen van omvormersIn de regel hebben ze een breed scala van regulering van lasstroom. De boog van dergelijke apparaten is zeer stabiel, het ontsteekt goed bij lage lasstromen, dus zelfs een onervaren lasser kan zeer snel uitstekende resultaten bereiken, lasverbindingen van goede kwaliteit krijgen.
De voordelen van inverter-apparaten zijn ook een laag stroomverbruik in vergelijking met conventionele transformatorlassers. Daarom is het heel goed mogelijk om verbinding te maken met huishoudelijke bedrading: er zijn geen knipperende lichten en storingen in verschillende huishoudelijke apparatuur, er zijn geen klachten van buren.
Koperen draden is net zo gevaarlijk als conventioneel staallassen. Het gevaar van het "oppakken van konijntjes" en het krijgen van brandwonden door gesmolten metaal is volledig bewaard gebleven. Daarom moeten werkzaamheden aan lasdraden worden uitgevoerd in een lasmasker, lashandschoenen. Overalls moeten ook werken met lassen omvatten. Bovendien is het noodzakelijk om te voldoen aan alle brandveiligheidsmaatregelen en veiligheidsvoorschriften, zoals bij conventioneel lassen.
Voor het lassen van koperdraden worden speciale koolstofkoperelektroden gebruikt, die vaak "potloden" worden genoemd. Bij afwezigheid van dergelijke speciale elektroden, kunt u een conventionele koolstofstaaf van een onbruikbare batterij gebruiken. In dit geval kan de lasstroom, afhankelijk van de diameter en het aantal te lassen draden, ten minste grofweg worden aanbevolen binnen de hieronder aangegeven limieten.
Een lasstroom van 70A is voldoende voor het lassen van twee koperen draden met een doorsnede van 1,5 mm2, 80 - 90A is vereist voor drie dezelfde draden. Voor twee of drie draden met een doorsnede van 2,5 mm2 bereikt de stroom 80-100A en voor drie of vier 100-120A.
Deze cijfers moeten als indicatief worden beschouwd, omdat het koper dat in de draden wordt gebruikt, afhankelijk van de fabrikant, sterk varieert in samenstelling en eigenschappen. Dienovereenkomstig zullen de lasmodi ook verschillen.
De optimale modus is wanneer de elektrode niet aan het laspunt kleeft en de boog stabiel is. Deze combinatie wordt al in het werkproces empirisch bereikt. Ongeveer dergelijke limieten moeten worden gevolgd bij de aanschaf van een lasapparaat voor omvormers. Als het apparaat alleen voor dergelijk werk moet worden gebruikt, is een krachtigere niet vereist.
Lastechniek draden
Eigenlijk bestaat het lassen uit verschillende technologische bewerkingen. Verwijder eerst de mantel en isolatie van de draden en vervolgens draaien. Trim de resulterende draaiing zodat de uiteinden van alle draden op hetzelfde niveau zijn en de draaiingslengte ten minste 50 mm zou zijn.
Daarna wordt een koperen warmte-verwijderende clip op de draai geïnstalleerd en wordt de "massa" van het lasapparaat aangesloten. Na deze bewerkingen wordt het uiteinde van het in de houder geladen "kolenpotlood" aan het einde van de draaiing gebracht en wordt er gelast. Als gevolg hiervan zou zich een nette bal van gesmolten koper moeten vormen aan het einde van de draaiing, waarna het lassen moet worden gestopt. Om de isolatie van de draden niet te smelten, mag de lastijd van elke draai niet langer zijn dan 1-2 seconden. Nadat de gelaste spoelen zijn afgekoeld, moeten ze worden geïsoleerd met een isolatietape of, moderner, met behulp van krimpkous.
Zelfgemaakte draadlasmachines
Inverterapparatuur voor het draaien van spoelen is erg goed, maar ze hebben één nadeel, misschien het enige. Dit is een hoge prijs. Daarom wordt de aanschaf van een dergelijk apparaat geschikt wanneer regelmatig wordt gelast, en niet van geval tot geval, bijvoorbeeld in de omstandigheden van gespecialiseerde elektrotechnische brigades en ondernemingen. Als je het gewoon plant bedrading vervangen in een appartement met twee of drie kamers is het heel goed mogelijk om rond te komen met een zelfgemaakt lasapparaat, zelfs alleen een transformator, met geschikt vermogen.
Als een dergelijke transformator is de transformator uit de TBS-serie (Armored Machine Transformer Transformer) die in de figuur wordt getoond, behoorlijk geschikt 1.

afbeelding 1. TBS-serie transformator
Voor lasdraden is een transformator met een vermogen van minimaal 600 W en een secundaire wikkelspanning van 9 - 36V zeer geschikt. Een elektrodehouder en een klem voor het verbinden van de "massa" zijn verbonden met de secundaire wikkeling.
Lassen wordt uitgevoerd met een koolstofelektrode (staaf van de batterij) op dezelfde manier als hierboven voor het lasapparaat van de omvormer is geschreven. Eigenlijk is het hele proces hetzelfde: van het strippen van draden tot het aanraken van de draaiing met een koolstofstaaf en de daaropvolgende isolatie van de wendingen.
Bij gebrek aan zo'n transformator is het gemakkelijk om het zelf te maken. Dit vereist een W-vormig transformatorijzer met een kernoppervlak van ten minste 30 cm2. Met een oppervlakte van 30 cm2 en een netspanning van 220 V, bevat de primaire wikkeling 293 windingen gemaakt door een wikkeldraad met een diameter van 0,8 - 1,0 mm.
De secundaire wikkeling is gewikkeld in drie draden met een diameter van 3 mm, of dunner in vier tot vijf draden, maar alleen zodat het totale oppervlak ten minste 15 - 20 mm2 is. Wanneer de spanning van de secundaire wikkeling 10 V is, moet deze 13 slagen met het aangegeven ijzer bevatten.
Als er geen dergelijk ijzer is, kan het aantal beurten worden bepaald door de onderstaande formules.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Volgens deze formules wordt het aantal windingen voor de primaire en secundaire wikkelingen bepaald, waarbij S het kerngebied is, 40 de empirische coëfficiënt (kan liggen in het bereik van 40-60, hoe beter het strijkijzer, hoe kleiner het aantal), U1 netspanning (220V), U2 - vereist secundaire spanning. Trouwens, deze formule is geschikt voor het berekenen van elke transformator, niet noodzakelijkerwijs lassen.
Net als in het vorige geval heb je een lasmasker of een bril en wanten nodig, anders zijn brandwonden met gesmolten metaal of "konijntjes" in de ogen gegarandeerd. Om het lasproces te vereenvoudigen, kunt u de speciale klem gebruiken die in de afbeelding wordt getoond. 2.
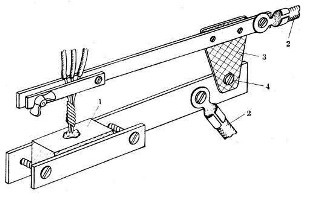
afbeelding 2. Twist lasser
Het ontwerp van het apparaat is eenvoudig en begrijpelijk uit de figuur. De spanning van de lastransformator door middel van draden 2 wordt geleverd aan de bovenste (beweegbare arm) en onderste (basis) delen onderling verbonden door een isolatieplaat 3, door middel van een scharnier 4. Een koolstofelektrode 1 met een uitsparing voor de flux, die zoals gewoonlijk wordt gebruikt, is aan de basis bevestigd borax verkocht in apotheken.
Draden 2 moeten zo kort mogelijk zijn en de doorsnede moet zo groot mogelijk zijn, niet minder dan de doorsnede van de secundaire wikkeling van de transformator.De aan / uit-schakelaar moet zo dicht mogelijk bij elkaar staan, het is beter als het een doorgangsschakelaar op de draad is, zoals een vloerlamp.
Het lasproces ziet er in dit geval als volgt uit. Eerst wordt de gelaste draaiing bevestigd met een vleugelklem op de beweegbare arm. Een flux wordt in de uitsparing van de koolstofelektrode gegoten, de hendels worden met de hand samengedrukt. Daarna wordt spanning op de lastransformator aangebracht en vormt zich een bal in de uitsparing van de koolstofelektrode onder de fluxlaag. Daarna moet de transformator worden uitgeschakeld en een tijdje wachten totdat de bal direct in de armatuur afkoelt.
De lastijd wordt in de regel praktisch bepaald, daarom moet u eerst oefenen op onnodige stukjes draad. Met dit apparaat is het lassen van aluminiumdraden, evenals aluminium en koper mogelijk. De methoden voor het uitvoeren van wendingen voor dit geval worden getoond in de figuur. 3.
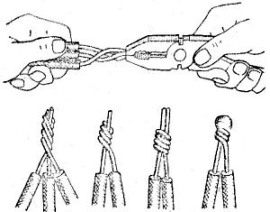
afbeelding 3. Wendingen voor lasdraden
Lees over puntlasmachineshier. Het artikel beschrijft verschillende zelfgemaakte ontwerpen van dergelijke apparaten voor de thuisworkshop.
Boris Aladyshkin
Zie ook op electro-nl.tomathouse.com
: